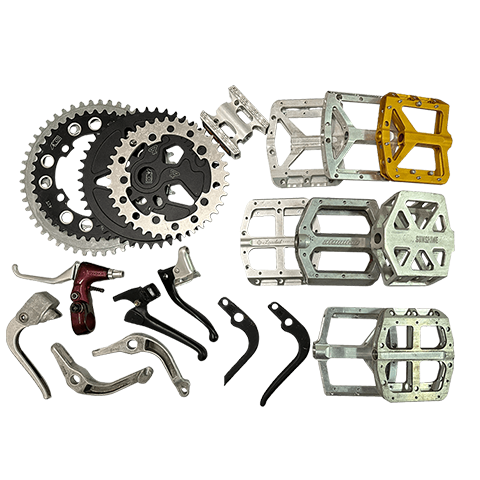
鋁合金加工
鋁合金具有輕量、高強度、高延長性、導熱性佳、易於切削加工等特點,這些特性使其在汽機車,自行車零件產業中被廣泛應用。這些零件可依據外觀和尺寸的要求透過鋁鍛造,鋁鑄造,重力鑄造或鋁擠型來加工生產。
鋁合金是CNC加工常見的材質,同時也是我們最專精的加工材料;因容易切割和銑削、具備良好的加工性能、又有多種類型合金可供選擇,能夠廣泛地應用於各種需要輕量化、高強度零件的領域,因此是最具成本效益的金屬之一。

常見的鋁合金有7075、7050、6082、6063、6061、5754、5083、5052、4140、4130、3004、3003、1100、1060等,雖同為鋁材,但其合金特性略有不同,在材料選用上,仍須考量實際應用需求進行分析,舉例如下:
- 6061鋁合金:經熱處理預拉伸技術生產的高品質鋁合金產品,以鎂和矽作為主要組成元素。
- 強度中等,約為7XXX系鋁合金的2/3,適用於對強度要求較低的產品。
- 韌性高,有較好的抗拉伸和抗屈曲性能,加工後較不易變形。
- 加工性佳、焊接性佳,易於製成不同形狀和尺寸的零件。
- 耐腐蝕性佳,因鎂、矽合金成分使其具備良好抗腐蝕性與電鍍性,易於上色膜、氧化效果極佳。
- 7075鋁合金:是一種冷處理鍛壓合金,以鋅做為合金元素。
- 強度極高,為鋁合金中強度最高的一種,常用於航太、汽車或軍事領域。
- 韌性較低,與其他鋁合金相比較容易斷裂。
- 加工性佳,但因其硬度高的特性,需高速加工、同時留意加工溫度才能易於切削。
- 耐腐蝕性中等,透過表面處理成膜技術可以增強其抗腐蝕性。
綜觀以上,6061具備中等強度與良好的韌性,7075具備極高強度與中等韌性,另外也很常見的6082鋁合金,其特性則介於6061與7075之間;因此,選擇合適的材料係取決於產品具體的應用需求,例如特別針對強度、拉伸性或工件複雜度等,皆是選材的考量因素,以確保產品保持最佳性能和使用效果。
以上皆為鋁合金加工常見的鋁金屬原料,在製造成不同行業所需的零部件時,第一步驟通常是需要先透過不同的金屬成型方式,將金屬原料加工成所需形狀,常見的成型方式如下:
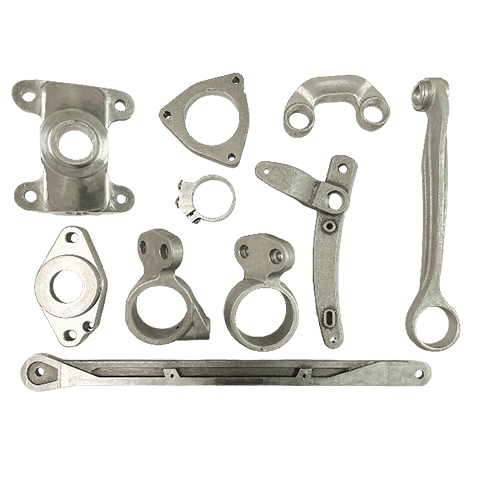
鋁鍛件
流程 : 固態金屬 → 裁切 → 加熱素材 → 鍛打 → 切邊 → 熱處理 → 研磨、震動、洗白、噴砂→ 鍛件
鍛造是利用鍛壓機械對金屬胚料施加壓力,將金屬塑形成型,使金屬獲得具有一定機械效能、一定形狀和尺寸的成型方法,其中根據鍛造溫度,又可分為熱鍛(高於800℃)、溫鍛(300℃~800℃)和冷鍛(室溫),而大多數行業都使用熱鍛造技術較多。
在鍛造過程中,通過力的作用,金屬被迫進行變形,能消除金屬在冶煉過程中產生的鑄態疏鬆等缺陷,優化微觀組織結構,同時由於儲存了完整的金屬流線,鍛件的機械效能一般優於同樣材料的鑄件。常用來鍛造的材料主要是各種成分的碳素鋼、合金鋼、鋁、鎂、銅、鈦等合金。
優點:鍛件質輕、強度高、生產效率高、可縮短後續加工工時、可生產形狀複雜零件。
缺點:模具與製造成本較高。
應用產業:汽車、機車、自行車、機械等。
鋁鑄件
流程:液體金屬→充型→凝固收縮→鑄件
將加熱後的熔融金屬灌注入模具中使其硬化形成所需形狀的金屬成型方式,可根據所使用的模具和工藝再細分為多種鑄造類型,如重力鑄造、壓鑄、低壓鑄造、砂模鑄造、脱蠟鑄造、真空鑄造、連續鑄造等。
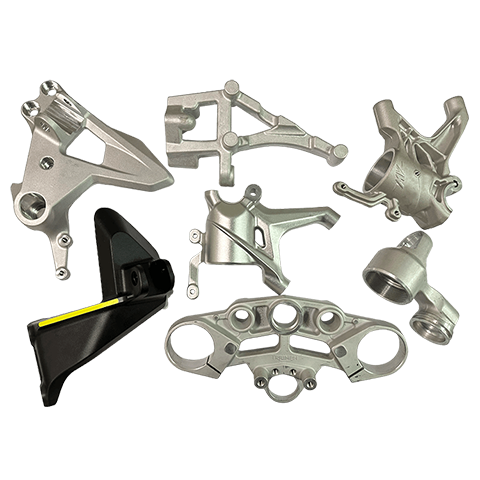
重力鑄造
液態金屬在重力作用下於模具中形成所需形狀的成型方法,通常用於生產大型的金屬零件,如引擎缸體、車軸、橋樑等。重力鑄造是永久模鑄造的一種,一般來說,重力鑄造的永久模具是用耐熱合金鋼製成的,可重複使用、生產效率高且零件精度佳。
因重力鑄造的熱導率和熱容量大、冷卻速度快,因此鑄件具備良好的鑄造組織、表面粗糙度、強度以及尺寸精度。
- 優點:模具壽命長、鑄件精度高、表面光潔、強度高。
- 缺點:模具費用較高、較不適合小量生產。
- 應用產業:汽車、機車、機械、手工具等零件。
壓鑄
屬於永久模鑄造中最常用的方法,其乃利用高壓將熔融金屬注入模具中塑形成所需形狀,金屬通常為有色金屬或合金,如鋁、鋅、鎂、錫和銅等。此方法常用來大量生產薄壁、複雜且小型的零件,如汽車車身、機床零件設備、家電和電子產品外殼或其他各種零部件。
- 優點:適合大量生產、模具可重複使用、加工速度快、工件尺寸精密且一致性高、減少後處理時間。
- 缺點:設備與模具成本較高,不適合生產小量多樣產品。
- 應用產業:汽車、機床、電子行業。
脫臘鑄造
又稱熔蠟鑄造、失蠟鑄造。是目前已知最早的金屬成型方法,包含古埃及文明、中國春秋戰國時期都曾使用失蠟法鑄造青銅器。其主要原理是將蠟模板按照零件的形狀製造出來,然後在模板表面加上一層陶瓷或其他高溫耐火材料,形成一個固體的陶瓷模具。接下來,將模具加熱至足夠高的溫度,以融化和蒸發模板中的蠟,使得模具留下一個空心的模型。最後,將熔融的金屬或合金注入模具中,讓其充填整個模型空腔,待其冷卻凝固後,再從模具中取出成品。
相較於其他鑄造方法,脫蠟鑄造最大的優點在於能夠生產出更複雜、更精細的鑄件,且表面光滑度高,並且可以在製造過程中精確地控制壁厚和內部結構。適用於各種合金的鑄造,包括鋁、鎂、銅、鋼等,以及各種不同的形狀和大小的零件。
優點:可製造形狀複雜工件、尺寸精密度高、降低加工成本。
缺點:模具不可重複使用、生產成本較高。
應用產業:渦輪葉片、發動機葉片、醫療器械。
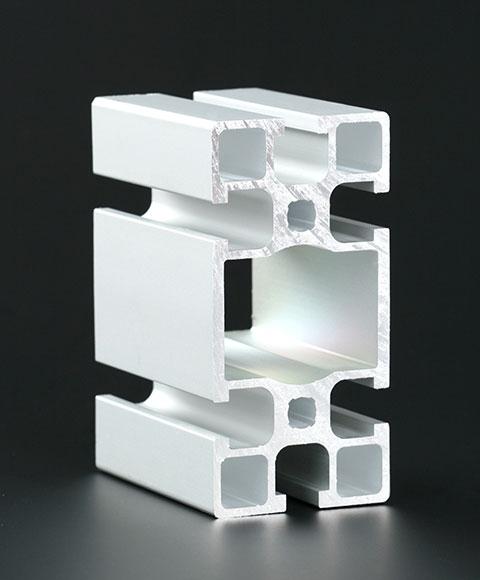
鋁擠型件
流程:固態金屬→裁切→加熱素材→擠壓成型→拉直→熱處理→擠型件
將金屬材料以極高的壓力和溫度通過模具擠壓成所需形狀的金屬成型方式。在擠型過程中,金屬塊被加熱,然後通過一個具有所需截面形狀的模具,進行壓力作用,使其擠壓成所需形狀。擠型通常用於製造長條形或連續的形狀,如桿、管材、條材等。常用的擠型金屬材料包括鋁、銅、鎂、鈦、鉛等,且脆性材料亦可擠製成型。
優點:產品規格多、生產靈活性大、可小批量生產、尺寸精度高、表面質量佳、設備成本較低。
缺點:廢料損失較大、擠壓速度低、金屬流動不均勻。
應用產業:汽車、輪船、建築、電子工業、消費品等。