金屬鑄造
流程:液體金屬→充型→凝固收縮→鑄件
將加熱後的熔融金屬灌注入模具中使其硬化形成所需形狀的金屬成型方式,可根據所使用的模具和工藝再細分為多種鑄造類型,如重力鑄造、壓鑄、低壓鑄造、砂模鑄造、脱蠟鑄造、真空鑄造、連續鑄造等。
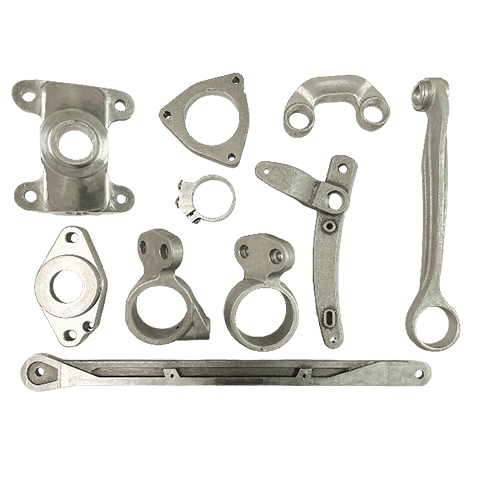
重力鑄造
液態金屬在重力作用下於模具中形成所需形狀的成型方法,通常用於生產大型的金屬零件,如引擎缸體、車軸、橋樑等。重力鑄造是永久模鑄造的一種,一般來說,重力鑄造的永久模具是用耐熱合金鋼製成的,可重複使用、生產效率高且零件精度佳。
因重力鑄造的熱導率和熱容量大、冷卻速度快,因此鑄件具備良好的鑄造組織、表面粗糙度、強度以及尺寸精度。
- 優點:模具壽命長、鑄件精度高、表面光潔、強度高。
- 缺點:模具費用較高、較不適合小量生產。
- 應用產業:汽車、機車、機械、手工具等零件。
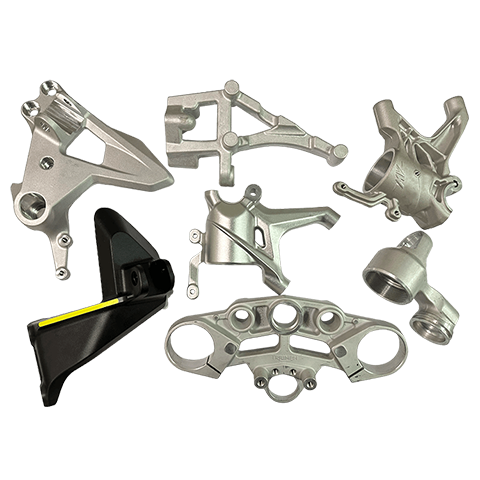
壓鑄
屬於永久模鑄造中最常用的方法,其乃利用高壓將熔融金屬注入模具中塑形成所需形狀,金屬通常為有色金屬或合金,如鋁、鋅、鎂、錫和銅等。此方法常用來大量生產薄壁、複雜且小型的零件,如汽車車身、機床零件設備、家電和電子產品外殼或其他各種零部件。
- 優點:適合大量生產、模具可重複使用、加工速度快、工件尺寸精密且一致性高、減少後處理時間。
- 缺點:設備與模具成本較高,不適合生產小量多樣產品。
- 應用產業:汽車、機床、電子行業。
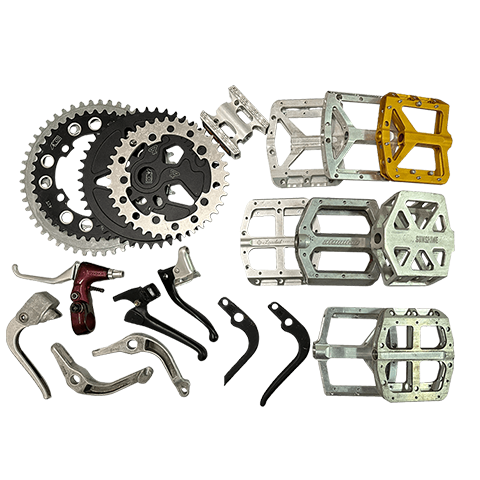
脫臘鑄造
又稱熔蠟鑄造、失蠟鑄造。是目前已知最早的金屬成型方法,包含古埃及文明、中國春秋戰國時期都曾使用失蠟法鑄造青銅器。其主要原理是將蠟模板按照零件的形狀製造出來,然後在模板表面加上一層陶瓷或其他高溫耐火材料,形成一個固體的陶瓷模具。接下來,將模具加熱至足夠高的溫度,以融化和蒸發模板中的蠟,使得模具留下一個空心的模型。最後,將熔融的金屬或合金注入模具中,讓其充填整個模型空腔,待其冷卻凝固後,再從模具中取出成品。
相較於其他鑄造方法,脫蠟鑄造最大的優點在於能夠生產出更複雜、更精細的鑄件,且表面光滑度高,並且可以在製造過程中精確地控制壁厚和內部結構。適用於各種合金的鑄造,包括鋁、鎂、銅、鋼等,以及各種不同的形狀和大小的零件。
優點:可製造形狀複雜工件、尺寸精密度高、降低加工成本。
缺點:模具不可重複使用、生產成本較高。
應用產業:渦輪葉片、發動機葉片、醫療器械。